



Das wäre mir zu umständlich, da würde ich lieber gleich 1 KG Rollen kaufen.
Wie groß ist denn die Ersparnis?
Geht ja nicht nur um die großen 2,5kg Rollen sondern auch um Papprollen sowie 1kg Rollen die an sich zu breit sind für das AMS. ✌🏻

Das wäre mir zu umständlich, da würde ich lieber gleich 1 KG Rollen kaufen.
Wie groß ist denn die Ersparnis?
Geht ja nicht nur um die großen 2,5kg Rollen sondern auch um Papprollen sowie 1kg Rollen die an sich zu breit sind für das AMS. ✌🏻

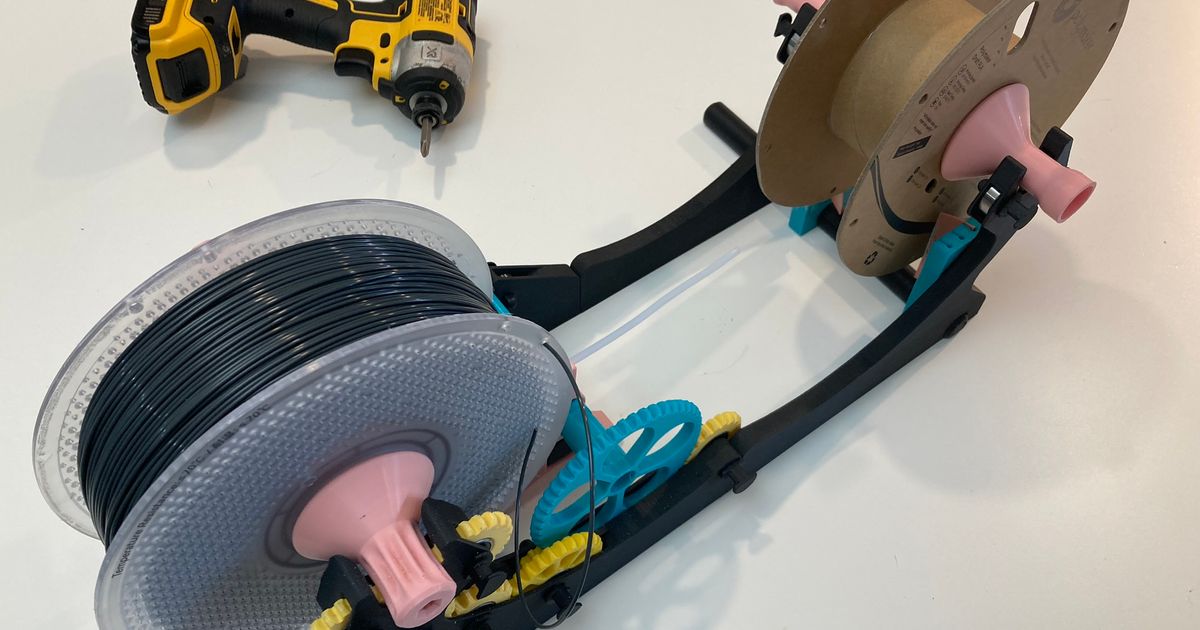
Da ich gerade günstig 7,5kg PLA auf 2,5kg Spulen geschossen habe...könnt ihr einen druckbaren Umspuler empfehlen der sauber läuft?
Schau mal hier, vielleicht hilft dir das weiter.
Danke. Es wird nun aber dieser hier:
Da ich gerade günstig 7,5kg PLA auf 2,5kg Spulen geschossen habe...könnt ihr einen druckbaren Umspuler empfehlen der sauber läuft?

Da ich keinen passenden Drucker habe: wie gibt man denn dem Drucker die Info, welche Spule er verwenden soll?
Gib mir doch mal die Datei. 🤣 Dann mach ich mal n Druck auf meinem Drucker.
Wieviel Würfel brauchst Du denn in Summe?
PowerPlant Ich würde auch erstmal nur einen Multicolor Testdruck machen und dann mal zeigen wie es aussieht.
Aber „in die Luft“ drucken über kurze Distanzen ist eigentlich kein Problem.
Haste mal die stl dafür? Also für den eigentlichen Würfel den Du brauchst?
Dann teste ich gerne mal wie der Druck aussieht.
Aber grundsätzlich sehe ich da kein Problem.
P1pp0 Neben den Dingen die bereits oben schon erwähnt wurden, würde ich - sobald Fehler auftreten - auch immer erst nur ein Bauteil drucken und dann an den Parametern im Slicer spielen.
Ansonsten kann ich auch nur Standardempfehlungen (für PLA) geben was den initialen Layer angeht:
- Druckbett reinigen
- Leveln, leveln, leveln
- Druckbetttemp 60 Grad
- Erste Linienbreite etwas höher wählen (ich drucke die erste Schicht mit 0,3mm)
- Flow für die erste Schicht höher stellen (120%)
- Lüfter für die ersten 4 bis 5 Schichten komplett aus
- Geschwindigkeiten der ersten Schichten langsam fahren. 20mm/s sollte ein guter Anhaltspunkt sein bei einem „Bettschubser“
- mit Brim drucken
- Temperatur des Materials eher am oberen Rand der Herstellerangabe
Ansonsten ist ein Brim wirklich eine gute Möglichkeit um Warping entgegenzuwirken.
Kann man die normalen Silicagelpäckchen eigentlich im Ofen wieder trocknen? Falls ja, wie lange und bei wieviel Grad?
Gab es eigentlich letztes Jahr zum #BlackFriday irgendwelche Rabatte bei #BambuLab auf die Drucker?
Warte nicht auf den BlackFriday, schlage sofort zu.
So gerne ich Dein Lebensmotto auch leben würde....sagt die Kasse leider nein. ![]()
Gab es eigentlich letztes Jahr zum #BlackFriday irgendwelche Rabatte bei #BambuLab auf die Drucker?

Danke für die Antworten bisher Jungs & Mädels. Wollte mich jetzt auf jeden Fall ein wenig intensiver mit BambuLab beschäftigen und siehe da: neuer Drucker von BambuLab!
https://bambulab.com/de-de/a1-mini
Bei dem Preis könnte man ja schon fast schwach werden.
Review von Mpox:
[Externes Medium: https://youtu.be/3gWfs8MD2JU?si=XKNC84FIxGqr3J_9]
Bedenke trotzdem, dass der Bauraum von 180x180x180 relativ klein ist. Gerade wenn Du Brettspielinlays drucken möchtest, könntest Du hin und wieder an deine Grenzen kommen.

Bei mir steht seit letzter Woche der P1S inkl. AMS
Das wird auf absehbare Zeit auch sehr wahrscheinlich mein Nächster. ![]() Der Preis darf gerne aber noch etwas fallen...
Der Preis darf gerne aber noch etwas fallen...

Wenn man tiefer in die Slicer Einstellungen einsteigt lässt sich über Beschleunigung und die verschiedenen Geschwindigkeiten z.b. für Walls, Infill usw.
Infill fahre ich tatsächlich mit 70mm/s
Außenwände sowohl Innenwände mit 35mm/s
Wieviel schneller fährst Du denn die Innenwand im Vergleich zur Außenwand?
Moin zusammen,
da ich mir in letzter Zeit öfter Videos der BambuLab und Creality K1 Drucker (also allesamt High Speed Drucker) angeschaut habe, hab ich mir die Frage gestellt, mit welcher Druckgeschwindigkeit ein normaler Bettschubser (ich nutze den Anycubic Mega X) noch akzeptable Ergebnisse erzielt.
In der Regel drucke ich mit PLA und überwiegend Inlays.
Irgendwie bin ich bisher nie über 65mm/s gegangen, aber begründen kann ich das nicht. ![]()
Wie sind da eure Erfahrungen?

Ich nutze die Eimer von OBI
https://www.obi.de/reinigungsg…mer-10-l-orange/p/7745169
Deckel kostet noch 1€ extra und macht die Eimer stapelbar.
Passen auch vier Rollen rein und fühlen sich wie die Malereimer an. Da in denen die Farbe nicht eintrocknet, gehe ich auch davon aus, dass die Luftdicht sind.
Na die sehen doch gar nicht mal so schön aus. ![]()
![]()
Bei den Amazonboxen lassen sich die Spulen halt schön nebeneinander reinlegen und man müsste nicht erst mehrere Spulen rausholen um an die untere zu kommen. Weiterhin kann man durch den leicht durchsichtigen Deckel direkt die Farben erkennen.
Daher für mich die bisher beste Lösung (wenn natürlich auch nicht gerade günstig im Vergleich zu den Obi-Eimer).
Trocken lagern - verstanden! Von den Perlentütchen habe ich noch hunderte, Ich habe sie von den Coronatests aufgehoben
kann man es damit auch übertreiben?
Ich lagere mein nicht genutztes (und bereits geöffnetes) Filament in diesen Boxen:
Nutze das Set aus 3 Boxen zu je 20 Liter. Je nach Filamentspulenbreite passen 4 oder 5 Spulen rein (Tendenz aber eher zu 4). Dort schmeiße ich dann noch einige der Silicagelpäkchen rein.
Als ich die Boxen damals angeschafft habe, habe ich im Vorfeld alle meine Filamentrollen die schon offen waren im Backofen bei 40° getrocknet (für ca 6 Stunden) und sie danach in die Boxen gesteckt.
Ich hatte meinen Drucker auch mal kurz im (ungeheizten) Keller stehen und Stringing ist quasi initial aufgetreten obwohl nichts an den Curasettings als auch am Filament verändert wurde.
Ich habe gerade ein Problem mit Stringing.
Ich habe einen simplen Kartenhalter gedruckt. Einiges an Stringing. Drucke ich den "Stringingtower" mit den gleichen Parametern, habe ich keinen einzigen "Faden". Woran kann das liegen?
Das PLA ist neu. Relevante Werte mit denen ich jetzt schon ein paar Tests gemacht habe:
- 185/190 Grad
- Druckgeschwindigkeit 50mm/s
- Bewegungsgeschw. 120 mm/s
- Einzug ist aktiviert (Einzugabstand von 3 bis auf 4,5mm im 0,5er Abstand erhöht). Einzuggeschwindigkeit von 30 auf 40mm/s in 5mm Schritten erhöht. Einzug rückschieben immer 5mm unter dem Einzuswert
- Z Sprung aktiviert und deaktivert
- Kühlung auf 100%
Woran könnte das noch liegen? (Bilder folgen gleich)
0,3 Layerhöhe bei ner 0,4er Nozzle ist der beste Kompromiss zwischen Geschwindigkeit und Detailgrad. ![]()

Wie hast du jetzt den Elefanten Fuß unten in den Griff bekommen?
Probier mal die „Horizontale Erweiterung“ in den Minusbereich setzen. Ich habe derzeit -0,2 eingestellt und erziele damit gute Ergebnisse.
 Alles anzeigen
Alles anzeigenUnd schon hat der Threadtitel wieder einen Sinn.
RESINgedruckte Pavillions und Kioske für #ArcheNova
Selbstgemacht oder hast du irgendwo eine Vorlage (und falls letzteres: ich hätte gerne den Link!)?
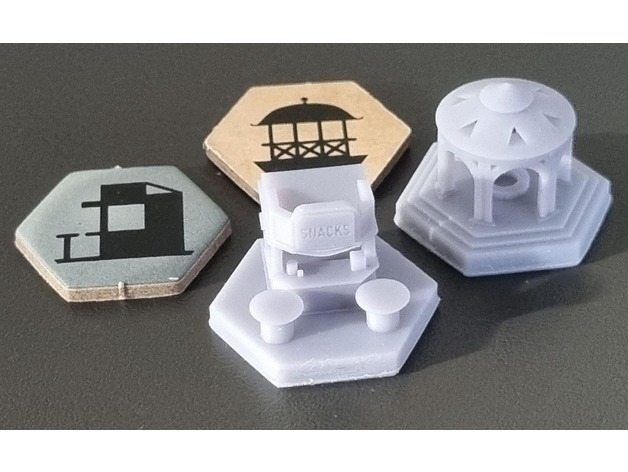
Und schon hat der Threadtitel wieder einen Sinn. ![]()
RESINgedruckte Pavillions und Kioske für #ArcheNova
Ich drucke bei ca. 18 Grad ohne Probleme
Hab halt keinen Prusa. ![]()
PowerPlant Die Profis haben Dir hier schon massig Tips gegeben, dem kann ich soweit nichts hinzufügen, Dennoch eine Sache: bei meinen anfänglichen Problemen im 3D Druckbereich lag meine Fehlerquelle in einer zu kalten Raumtemperatur. Ich weiss nicht wo Dein Drucker steht, aber unter 20 Grad Raumtemperatur war bei mir damals ein sehr großer Faktor für nicht zufriedenstellende Drucke.
Was sind denn die Filament-Hersteller und -Bezugsquellen eurer Wahl?
Die besten Erfahrungen habe ich bisher mit den Filamenten von Schmelzbar und Extrudr gemacht.
Ich möchte noch kurz darauf aufmerksam machen, dass meine Beurteilung der Filamente auf rein persönlichen Erfahrungen basieren und ich keinerlei Beziehungen zu irgendwelchen Anbietern von Filament habe.
Bei Deinen gelagerten Mengen, müsstest Du per Definition doch schon selber als "Anbieter" gelten. ![]()
![]()
![]()